
�T��̼���u���l
- Ʒ�ƣ�������
- ��̖��YZ
- �Ј��r��200 Ԫ
- ���݃r��180 Ԫ

�T��̼���u���l�ַQ�T��̼���u�Ͻl�܃ȳɷ֞�W2C��WC�Ͻ��w��,Ӳ��93HRA���c1600-1800��,������-��Ȳ��Ѻ�,�����^�ߵ���ĥ��.
��̖
��mm
���Lmm
���ȣ�Ŀ��
YZ5
4.0
390
60~80
YZ4
5.0
390
40~60
YZ3
6.0
390
30~40

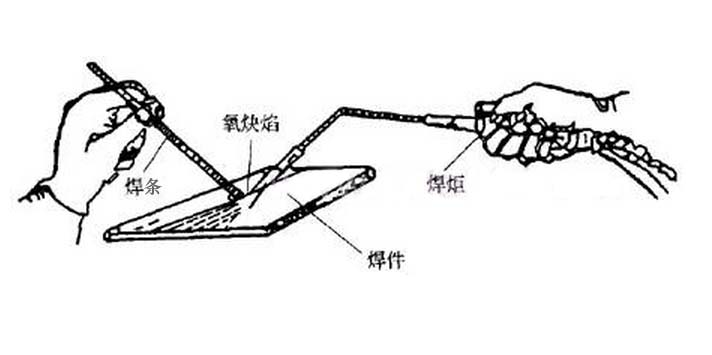
�D��1���T��̼���u���l
�҂���˾���T��̼���u��ĥ�⺸�l����Ӳ�ȸ�(���øߘ�̖�T��̼���u��),���ṩ���ȏ�34um-4000um(-5Ŀ~+400Ŀ)֮�g�ĸ��NҎ����T��̼���u�ۡ��aƷ�V��������ʯ���@�ߣ����̙Cе��ĥ�p���ı����a����Ӳ����
�D��2��������Ȳ�����ۺ�̼���u���l����ʾ��D
�T��̼���u���l����ע�����
��1���� ���ӻ�����x�� �����ܠ���ĥ���l���OӋԭ�t����-��Ȳ�����c����������1~2��̼���棨�����c�����L��֮�ȣ��M�л����F����
��2���� ���湦�� ���湦�ʵĴ�С��Ҫȡ�Q�ڹ����Ĵ�С�ͱ����Ӳ��ϵğ��������|��ͬ�rҲ�c���l��ֱ�����P���Ѻ��r������H01-6��H01-12�ͺ��棬���������һ���0.3~0.5Mpa����Ȳ��������һ���0.02~0.05Mpa�������lֱ��Խ�������õĺ��桢���≺������Ȳ�����tԽ��
��3���� �������A�ἰʩ�� ���ڱ������Ļ������������cӲ�|���T��̼���u�����|��^���ֹ�͜p���Ѽy�a���������^���Ĺ������M��450~650�����ҵ��A���ʼ��̎�ͺ����^���У���ʹ����̎�Ļ�������̎�ڟɟɰl��Ġ�B��ֱ���Ѻ���ɡ�
��4���� ����ʹ����������s������͜p���Ѽy�a����
|
�T��̼���u��Ҏ�� |
�����T��̼���u�ۻ��W�ɷ� |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
����
|
|
|
̼���u���l�m����ʯ���@��,���ęCе,�������鵶��,���@�^,�U߀�����C����Ϸ���C��Ƭ����ĥ�p���ĶѺ�ʹ֮�ɞ��Ӳ����ĥ����





